دایکوت (Die Coat) چیست؟ راهنمای جامع و تخصصی انتخاب دایکوت مناسب


مقدمه: دایکوت، حلقه پنهان کیفیت در تولید صنعتی
در صنایع فلزی و تولید قطعات صنعتی، کیفیت نهایی محصول صرفاً به طراحی مهندسی یا انتخاب مواد اولیه محدود نمیشود؛ بلکه عملکرد صحیح ناحیه تماس فلز با قالب و ابزار نقش تعیینکنندهای در دستیابی به محصولی با کیفیت پایدار ایفا میکند. قالبها، دایها و ابزارهای شکلدهی فلزات در طول فرآیند تولید بهطور مداوم تحت تأثیر دماهای بالا، فشارهای شدید، شوکهای حرارتی و پدیدههای سایشی قرار دارند. پیامد این شرایط، بروز سایش، ترکخوردگی، چسبندگی فلز به قالب، خوردگی و در نهایت افت کیفیت سطح قطعه است که در صورت عدم کنترل صحیح، کاهش عمر قالب، افزایش ضایعات و رشد هزینههای تولید را به دنبال خواهد داشت.
برای مقابله با این چالشها، استفاده از پوششهای محافظ تخصصی به امری ضروری تبدیل شده است. دایکوت یکی از مهمترین و پرکاربردترین پوششهای صنعتی است که بهطور ویژه برای محافظت از قالبها و ابزارهای شکلدهی فلزات در فرآیندهایی نظیر دایکست، ریختهگری، فورج، ماشینکاری و شمشریزی کاربرد گستردهای دارد. دایکوت با ایجاد یک لایه محافظ مؤثر بین فلز مذاب یا قطعه داغ و سطح قالب، امکان کنترل بهتر فرآیند، کاهش تنشهای حرارتی و مکانیکی و حفظ کیفیت سطحی قطعه را فراهم میکند. از این رو، استفاده از دایکوت در محیطهای صنعتی نه یک انتخاب اختیاری، بلکه یک ضرورت فنی و اقتصادی محسوب میشود. بهکارگیری صحیح این پوششها به تولیدکنندگان کمک میکند تا فرآیندهای تولید را پایدارتر، قابلکنترلتر و اقتصادیتر مدیریت کنند؛ امری که در نهایت به افزایش عمر قالبها، کاهش هزینههای تعمیر و تعویض و بهبود کیفیت نهایی قطعات منجر خواهد شد.
در این مقاله بهصورت جامع و تخصصی به بررسی ویژگیها، مزایا، کاربردها و روشهای استفاده از دایکوتها در صنایع مختلف فلزی میپردازیم. در پایان این مقاله، علاوه بر پاسخ به تمامی پرسشهای فنی، دیدگاهی مهندسی و اقتصادی نسبت به دایکوتها به دست خواهید آورد.
دایکوت چیست؟
دایکوت یک پوشش صنعتی پیشرفته و تخصصی است که بر روی سطح قالبها، دایها، ابزارهای شکلدهی فلز و تجهیزاتی که با فلز مذاب یا قطعات داغ در تماس هستند، اعمال میشود. این پوشش نقش یک لایه واسط محافظ را ایفا میکند و از تماس مستقیم فلز با سطح قالب جلوگیری میکند. دایکوتها بهطور ویژه برای تحمل شرایط سخت صنعتی طراحی شدهاند؛ از جمله دماهای بسیار بالا، فشارهای مکانیکی شدید، سایش مداوم، شوکهای حرارتی متوالی، خوردگی و اکسیداسیون. به همین دلیل، این روانساز صرفاً یک ماده مصرفی ساده نیست، بلکه جزئی حیاتی از سیستم مهندسی فرآیند تولید محسوب میشود که عملکرد و طول عمر تجهیزات را بهطور قابل توجهی افزایش میدهد.
نقش دایکوت در بهینهسازی فرآیند تولید
کاربرد دایکوت در صنعت فقط به محافظت از قالب محدود نمیشود. دایکوت مستقیماً روی کیفیت، سرعت و پایداری تولید تأثیر میگذارد.
دایکوت باعث میشود:
- انتقال حرارت بین فلز و قالب کنترل شود
- اصطکاک کاهش پیدا کند
- فلز به قالب نچسبد
- انجماد یکنواختتر انجام شود
- تنشهای حرارتی کاهش یابد
نتیجه این عوامل، تولید قطعات با کیفیت بالاتر، ضایعات کمتر و عمر طولانیتر قالبهاست. بنابراین میتوان گفت روانسازها تأثیر مستقیمی بر کیفیت، تکرارپذیری و راندمان تولید دارند.
جهت استعلام قیمت دایکوت با ما تماس بگیرید.
مزایای استفاده از دایکوتها در فرآیندهای فلزی
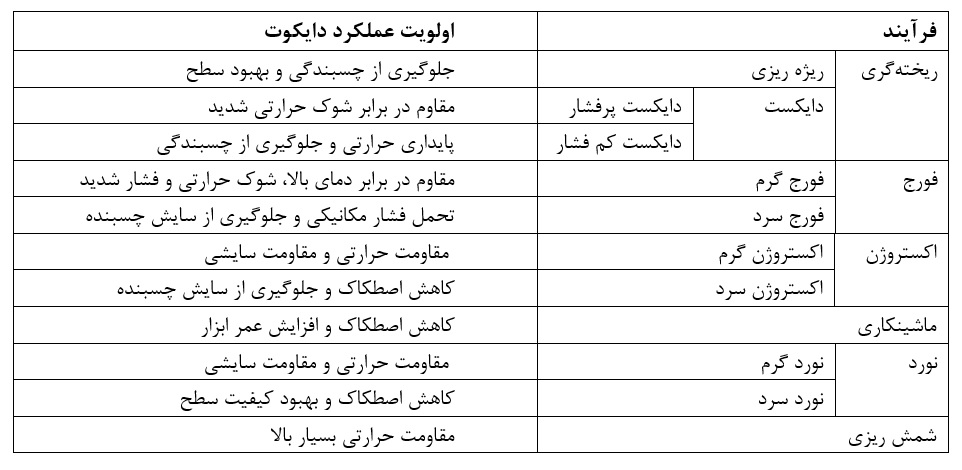
دایکوتها یکی از بخشهای کلیدی در بهینهسازی فرآیندهای فلزی از جمله ریختهگری (شامل ریژه ریزی و دایکست)، فورج (آهنگری)، اکستروژن، ماشینکاری، نورد و شمش ریزی هستند که با ایجاد لایهای محافظ روی سطح قالب، کیفیت قطعه نهایی را بهطور چشمگیری ارتقا میدهند. این پوششها نقش مهمی در کنترل دما، کاهش عیوب سطحی و افزایش طول عمر قالب دارند و از این رو در صنایع پیشرفته تولید قطعات صنعتی، کاربرد گستردهای یافتهاند. در ادامه به صورت خلاصه به تشریح مزایای استفاده از دایکوت میپردازیم.
-
بهبود کیفیت سطح قطعات
کیفیت سطح، یکی از مهمترین معیارهای ارزیابی کیفیت تولید در قطعات صنعتی به شمار میرود. استفاده از روانساز مناسب با ایجاد لایهای یکنواخت روی سطح قالب، مانع انتقال عیوب و ناپیوستگیهای قالب به قطعه نهایی میشود. در نتیجه قطعات با سطحی صاف، بدون خطوط جریان، لکه یا عدم یکنواختی تولید میشوند و در نهایت نیاز به انجام عملیات ثانویهای نظیر پولیش و پرداخت سطحی بهطور قابلتوجهی کاهش مییابد.
-
کاهش عیوب در ریختهگری
در فرآیند ریختهگری عواملی مانند ناپایداری در جریان مذاب یا تغییرات ناگهانی دما باعث ایجاد عیوبی مانند مک، خطوط جریان، تخلخلهای سطحی و علائم ناصاف میشود. استفاده از دایکوتهای مناسب میتواند این اثرات نامطلوب را کاهش داده و تولید قطعات بیعیب را تضمین کند.
-
بهبود کنترل انتقال حرارت و انجماد
دایکوتها میزان انتقال حرارت میان فلز مذاب و بدنه قالب را بهبود میبخشند و از این طریق فرآیند انجماد را یکنواختتر میکنند. این کنترل حرارتی باعث میشود:
- ساختار متالورژیکی قطعه یکنواختتر شود
- تنشهای داخلی کاهش یابد
- از ترکهای ناشی از انجماد جلوگیری شود
این مزایا باعث افزایش کیفیت قطعات بهویژه در آلیاژهای حساس مانند آلومینیوم و زاماک میشود.
-
افزایش عمر قالب و کاهش هزینهها
یکی از مهمترین مزایای اقتصادی دایکوتها، افزایش طول عمر قالبهاست. این روانسازها با محافظت از سطح قالب در برابر سایش حرارتی، شوکهای دمایی و خوردگی ناشی از تماس مکرر با فلز مذاب، نرخ تخریب قالب را کاهش میدهند. این امر باعث میشود قالبها تعداد دفعات بیشتری مورد استفاده قرار گیرند و هزینههای نگهداری و تعویض آنها بهطور قابلتوجهی کاهش یابد.
-
افزایش بهرهوری و کاهش زمان تولید
دایکوت باعث میشود قطعات راحتتر از قالب جدا شوند و این موضوع چرخه تولید را سریعتر میکند. چرا که جدا شدن آسان قطعات از قالب، زمان هر سیکل تولید را کاهش میدهد و به افزایش بازدهی خط تولید کمک میکند.
-
کاهش نیاز به پرداخت نهایی
به دلیل بهبود کیفیت سطح قطعه، اغلب نیازی به عملیاتهای ثانویه مانند سنگزنی، سنبادهکاری یا پولیش سطح نیست. این موضوع باعث صرفهجویی در هزینههای عملیاتی، کاهش زمان تولید و افزایش کارایی کلی میشود.
-
افزایش پایداری فرآیند و بهبود کیفیت ابعادی
دایکوتها به بهبود یکنواختی فرآیند کمک میکنند و باعث میشوند قطعات با تکرارپذیری بالا و ابعاد دقیق تولید شوند. این ویژگی برای تولید قطعات صنعتی حساس و قطعات با تلرانسهای دقیق بسیار حیاتی است.
-
پتانسیل برای بهینهسازیهای بیشتر (صنعتی و محیطی)
استفاده از دایکوتها در کنار تکنولوژیهای مدرن مانند شبیهسازی جریان مذاب، کنترل هوشمند دما و حسگرهای نظارتی میتواند کیفیت تولید را ارتقا دهد و تولید قطعات با کمترین ضایعات را ممکن سازد.
ترکیبات و ساختار دایکوت
دایکوتها بسته به نوع کاربرد و شرایط عملیاتی، دارای فرمولاسیونهای متفاوتی هستند و انتخاب صحیح ترکیبات نقش تعیینکنندهای در عملکرد این روانسازها دارد.
اجزای اصلی دایکوت معمولاً شامل موارد زیر است:
- گرافیت: کاهش اصطکاک و بهبود روانکنندگی سطح قالب
- مواد سرامیکی: افزایش مقاومت حرارتی و مقاومت در برابر سایش و فشار مکانیکی
- رزینها و بایندرها: ایجاد چسبندگی مطمئن به سطح قالب و پایداری ساختاری پوشش
- افزودنیهای شیمیایی: افزایش پایداری حرارتی، جلوگیری از اکسیداسیون و خوردگی و بهبود مقاومت شیمیایی
این ترکیبات میتوانند در قالب دایکوتهای پایه آبی یا پایه روغنی ارائه شوند، که هرکدام بسته به الزامات محیطی و فرآیندی، مزایا و محدودیتهای خاص خود را دارند. علاوه بر این، برخی فرمولاسیونهای پیشرفته شامل نانومواد یا افزودنیهای اصلاحکننده هدایت حرارتی هستند که انتقال حرارت کنترلشده و انجماد یکنواختتر فلز را ممکن میسازند و در نتیجه باعث افزایش کیفیت قطعات و طول عمر قالبها میشوند.
جهت استعلام قیمت دایکوت با ما تماس بگیرید.
انواع دایکوتها و تفاوت آنها
دایکوت پایه آبی
دایکوتهای پایه آبی به دلیل ایمنی بالا برای اپراتورها، سازگاری با محیط زیست و سهولت استفاده، انتخاب اول بسیاری از صنایع هستند. این نوع دایکوت مناسب خطوط تولید مدرن است و در دایکست آلومینیوم و زاماک کاربرد گستردهای دارند.
دایکوت پایه روغنی
دایکوتهای پایه روغنی که در اصطلاح به آنها روغن دایکوت نیز گفته میشود، معمولاً در شرایط خاص صنعتی استفاده میشوند. این نوع روانسازها چسبندگی بالاتری دارند و در برخی دماهای بالا پایداری بیشتری دارند اما نیازمند رعایت الزامات ایمنی و تهویه مناسب هستند.
دایکوت گرافیتی
دایکوتهای گرافیتی برای شرایط پرفشار و دمای بالا طراحی شدهاند و سایش را به شدت کاهش میدهند. این روانسازها انتخاب اصلی در فورج فولاد و برنج هستند.
دایکوت سرامیکی
دایکوتهای سرامیکی بالاترین مقاومت حرارتی را دارند و در ریختهگری فولاد، چدن و شمشریزی استفاده میشوند.
تفاوت دایکوت با روانکنندهها و پوششهای معمول
یکی از تصورات اشتباه رایج، یکسان دانستن دایکوت با روانکنندههاست. روانکنندهها عملکرد کوتاهمدت دارند و برای کاهش اصطکاک لحظهای استفاده میشوند. اما دایکوت یک پوشش مهندسیشده است که برای شرایط سخت صنعتی طراحی شده و نقش محافظت بلندمدت دارد.
در فرآیندهایی مانند دایکست و فورج، روانکننده بهتنهایی کافی نیست و دایکوت نقش اصلی را در پایداری فرآیند ایفا میکند.
عوامل کلیدی در انتخاب دایکوت
انتخاب دایکوت مناسب یکی از عوامل تعیینکننده در افزایش عمر قالب، بهبود کیفیت سطح قطعه و کاهش هزینههای تولید است و عدم انتخاب صحیح دایکوت میتواند منجر به کاهش عمر قالب، افت کیفیت سطح و افزایش هزینههای تولید شود. انتخاب دایکوت مناسب به عوامل متعددی بستگی دارد که در ادامه این عوامل را به تفکیک مورد بررسی قرار میدهیم.
جهت دریافت مشاوره رایگان برای انتخاب دایکوت مناسب فرآیند شما با ما تماس بگیرید.
1- نوع فرآیند صنعتی
انتخاب دایکوت یک تصمیم فنی وابسته به شرایط ترمومکانیکی فرآیند است. هر فرآیند فلزی شرایط حرارتی (Temperature)، مکانیکی (Pressure/Stress) و زمانی (Contact Time) متفاوتی دارد؛ بنابراین نوع دایکوت باید بر اساس این سه پارامتر اصلی انتخاب شود. در ادامه، فرآیندها بهصورت تفکیکشده و تخصصی بررسی میشوند.
1-1. ریختهگری (Casting)
در فرآیند ریختهگری، فلز مذاب مستقیماً با سطح قالب تماس دارد. این تماس مستقیم، چالشهای زیر را ایجاد میکند:
- چسبندگی فلز مذاب به قالب (Soldering)
- شوک حرارتی ناشی از اختلاف دمای مذاب و قالب
- اکسیداسیون و سایش حرارتی
- کاهش کیفیت سطح قطعه
نقش دایکوت در ریختهگری
دایکوت در این فرآیند بهعنوان یک لایه محافظ (Barrier Layer) عمل میکند و:
- از واکنش متالورژیکی بین مذاب و قالب جلوگیری میکند
- چسبندگی را کاهش میدهد
- سطح قطعه را یکنواختتر میکند
- عمر قالب را افزایش میدهد
فرآیند ریختهگری به دو روش اصلی تقسیم میشود:
دایکوت در این فرآیند نقش یک لایه محافظ (Barrier Layer) را ایفا میکند که:
- مانع واکنش متالورژیکی بین مذاب و قالب میشود
- چسبندگی را کاهش میدهد
- کیفیت سطح قطعه را بهبود میدهد
- عمر قالب را افزایش میدهد
فرآیند ریختهگری شامل دو روش اصلی ریژه ریزی و دایکست است.
-
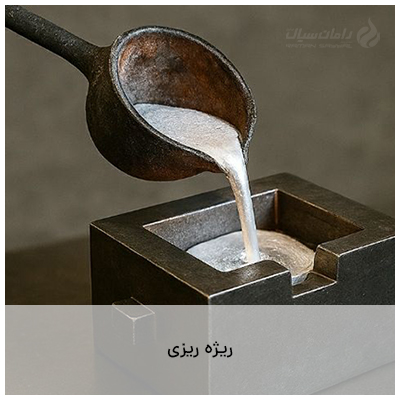
ریژهریزی (Gravity Die Casting)
در ریژهریزی، مذاب تنها تحت نیروی وزن خود وارد قالب فلزی میشود و فشار خارجی اعمال نمیشود.
ویژگیهای فرآیند:
- فشار پایین
- زمان تماس نسبتاً طولانیتر نسبت به دایکست فشار بالا
- شوک حرارتی متوسط
ویژگیهای دایکوت مناسب در فرآیند ریژهریزی:
- جلوگیری از چسبندگی مذاب به قالب
- ایجاد سطح یکنواخت در قطعه
- مقاومت حرارتی مناسب
پیشنهاد دایکوت: در این فرآیند معمولاً از دایکوتهای پایه سرامیکی یا گرافیتی با مقاومت حرارتی مناسب استفاده میشود.
1-1-2. دایکست (Die Casting)
دایکست فرآیندی است که در آن فلز مذاب تحت فشار به داخل قالب تزریق میشود. انتخاب دایکوت در این روش بسیار حساس است، زیرا قالب تحت تنشهای شدید حرارتی و مکانیکی قرار دارد.

این فرآیند به دو دسته اصلی تقسیم میشود:
الف) دایکست فشار بالا (High Pressure Die Casting – HPDC)
در این روش، مذاب با فشار بسیار بالا (معمولاً چند صد بار) و سرعت زیاد وارد قالب میشود.
شرایط حاکم:
- شوک حرارتی بسیار شدید
- سیکلهای حرارتی سریع
- تنشهای حرارتی بالا
- احتمال ترکخوردگی حرارتی (Heat Checking)
ویژگیهای دایکوت مناسب در HPDC:
- جذب و تعدیل شوک حرارتی
- جلوگیری از ترکهای حرارتی قالب
- کاهش چسبندگی آلیاژهای آلومینیوم یا روی
- بهبود جدایش قطعه از قالب
پیشنهاد دایکوت: دایکوتهای مورد استفاده معمولاً پایه آبی با ترکیبات سرامیکی مقاوم به شوک حرارتی هستند.
ب) دایکست فشار پایین (Low Pressure Die Casting – LPDC)
در این روش، مذاب با فشار کنترلشده و پایینتر نسبت به HPDC وارد قالب میشود.
شرایط حاکم:
- شوک حرارتی کمتر نسبت به فشار بالا
- زمان پر شدن طولانیتر
- کنترل بهتر جریان مذاب
ویژگیهای دایکوت مناسب در LPDC:
- پایداری حرارتی یکنواخت
- جلوگیری از چسبندگی
- حفظ کیفیت سطح داخلی قطعه
در این روش تمرکز بیشتر بر مقاومت حرارتی پایدار و یکنواختی پوشش است تا تحمل شوک شدید.
1-2. فورج (Forging)
در فرآیند فورج، فلز تحت فشار بسیار بالا تغییر شکل میدهد تا به شکل نهایی یا نزدیک به شکل نهایی برسد. در این فرآیند، قالبها و ابزارها تحت تنشهای فشاری شدید، اصطکاک بالا و در بسیاری از موارد دمای زیاد قرار دارند.
انتخاب دایکوت در فورج یک تصمیم کاملاً وابسته به شرایط ترمومکانیکی است؛ زیرا فشار و تماس مستقیم قطعه با قالب، میتواند به سایش شدید، چسبندگی و کاهش عمر ابزار منجر شود.
فرآیند فورج به دو دسته اصلی تقسیم میشود:
الف) فورج گرم (Hot Forging)
در فورج گرم، فلز تا دمایی بالاتر از دمای تبلور مجدد گرم میشود و سپس تحت فشار شکلدهی میشود. این روش برای فولاد، برنج، آلیاژهای آلومینیوم و برخی سوپرآلیاژها کاربرد گسترده دارد.

ویژگیهای فرآیند فورج گرم:
- دمای بالا (گاهی بیش از 1000 درجه سانتیگراد در فولاد)
- فشار مکانیکی بسیار زیاد
- اصطکاک شدید بین قطعه و قالب
- اکسیداسیون سطحی
- شوکهای حرارتی متوالی به قالب
چالشهای اصلی:
- سایش حرارتی قالب
- چسبندگی فلز به سطح قالب (Adhesive Wear)
- ترکهای حرارتی (Heat Checking)
- کاهش عمر قالب
ویژگیهای دایکوت مناسب در فورج گرم:
دایکوت مناسب در فورج گرم باید دارای الزامات زیر باشد:
- به حداقل رساندن ضریب اصطکاک
- پایداری در دماهای بالا
- عدم تخریب در برابر فشار شدید
- جلوگیری از چسبندگی فلز به قالب
- مقاومت سایشی بالا
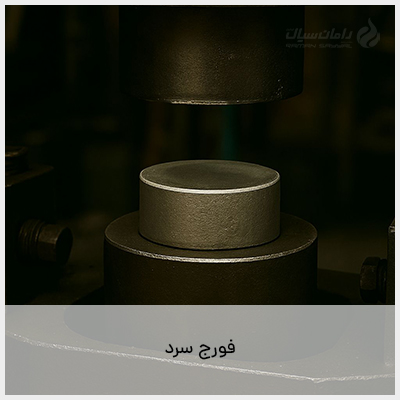
ب) فورج سرد (Cold Forging)
در فورج سرد، فلز در دمای محیط یا نزدیک به آن تغییر شکل میدهد. این روش معمولاً برای قطعات دقیق با تلرانس بالا مانند پیچ، مهره، قطعات خودرویی و قطعات صنعتی دقیق استفاده میشود.در این فرآیند، اگرچه دمای بالا وجود ندارد، اما فشارهای مکانیکی بسیار شدید هستند.
ویژگیهای فرآیند فورج سرد:
- دمای پایین (نزدیک به محیط)
- فشار بسیار بالا
- اصطکاک شدید
- حساسیت بالا به کیفیت سطح
- نیاز به دقت ابعادی بالا
چالشهای اصلی:
- سایش چسبنده (Galling)
- خراش سطح قطعه
- افزایش نیروی مورد نیاز پرس
- آسیب سطحی به قالب
ویژگیهای دایکوت مناسب در فورج سرد:
در فورج سرد، تمرکز اصلی بر کاهش اصطکاک و جلوگیری از سایش چسبنده است، نه مقاومت حرارتی.
دایکوت مناسب باید:
- خاصیت روانکنندگی مؤثر داشته باشد
- تحت فشار بالا جدا نشود
- چسبندگی قوی به سطح قالب داشته باشد
- کیفیت سطح قطعه را حفظ کند
1-3. اکستروژن (Extrusion)
در فرآیند اکستروژن، فلز تحت فشار بسیار بالا از داخل قالب (Die) عبور داده میشود تا مقطع مشخصی ایجاد کند. در این فرآیند، فلز در تماس مداوم و طولانی با دیواره قالب قرار دارد و تنشهای فشاری و اصطکاکی شدیدی ایجاد میشود.
فرآیند اکستروژن به دو دسته اصلی تقسیم میشود:
الف) اکستروژن گرم (Hot Extrusion)
در اکستروژن گرم، فلز بالاتر از دمای تبلور مجدد حرارت داده میشود و سپس تحت فشار از قالب عبور میکند. این روش در تولید پروفیلهای آلومینیومی، مقاطع فولادی و آلیاژهای مس کاربرد گسترده دارد.

ویژگیهای فرآیند اکستروژن گرم:
- دمای بالا
- فشار بسیار زیاد پرس
- تماس طولانیمدت فلز با دیواره قالب
- اصطکاک شدید
- افزایش دمای موضعی در ناحیه خروجی قالب
چالشهای اصلی اکستروژن گرم:
- سایش شدید قالب
- چسبندگی فلز به دیواره قالب (Pick-up)
- افزایش نیروی مورد نیاز پرس
- افت کیفیت سطح پروفیل
- ترکهای حرارتی در قالب
ویژگیهای دایکوت مناسب در اکستروژن گرم:
دایکوت در اکستروژن گرم باید:
- مقاومت حرارتی بالا داشته باشد
- در برابر فشار شدید تخریب نشود
- ضریب اصطکاک را کاهش دهد
- از چسبندگی فلز به قالب جلوگیری کند
- انتقال حرارت را کنترل کند
- مقاومت سایشی بالا ارائه دهد
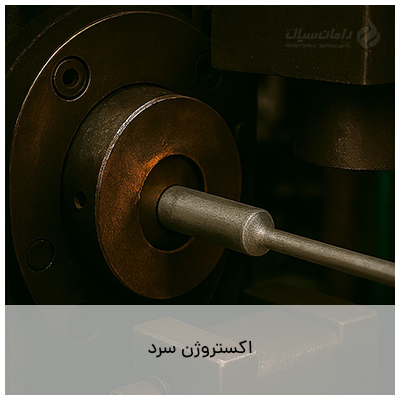
ب) اکستروژن سرد (Cold Extrusion)
در اکستروژن سرد، فلز در دمای محیط یا نزدیک به آن تحت فشار بسیار بالا از قالب عبور داده میشود. این روش معمولاً برای تولید قطعات دقیق فولادی، قطعات خودرویی و قطعات با تلرانس بالا استفاده میشود.
ویژگیهای فرآیند اکستروژن سرد:
- دمای پایین
- فشار مکانیکی بسیار بالا
- اصطکاک شدید
- تماس طولانی فلز با دیواره قالب
- حساسیت بالا به دقت ابعادی و کیفیت سطح
چالشهای اصلی اکستروژن سرد:
- سایش چسبنده (Galling)
- خراش سطحی قطعه
- افزایش نیروی پرس
- آسیب به سطح داخلی قالب
ویژگیهای دایکوت مناسب در اکستروژن سرد:
- ضریب اصطکاک را به حداقل برساند
- تحت فشار بالا پایدار باشد
- از ایجاد Galling جلوگیری کند
- چسبندگی مناسبی به سطح قالب داشته باشد
- کیفیت سطح قطعه نهایی را حفظ کند
در اکستروژن سرد، تمرکز اصلی بر کاهش اصطکاک و جلوگیری از سایش چسبنده است، نه مقاومت حرارتی.
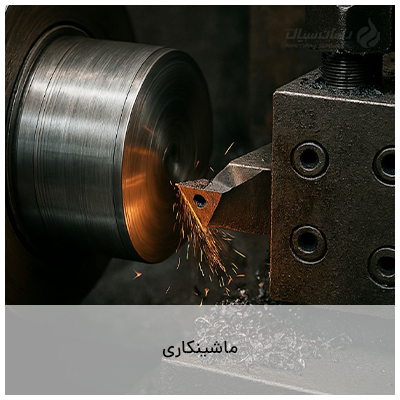
1-4. ماشینکاری (Machining)
در ماشینکاری قطعات داغ یا قالبها، ابزار برشی در تماس با سطح فلزی قرار دارد.
چالشهای فرآیند ماشینکاری:
- سایش ابزار
- افزایش دمای ابزار
- چسبندگی فلز به لبه برش
ویژگیهای دایکوت مناسب در فرآیند ماشینکاری:
- کاهش اصطکاک
- کاهش دمای موضعی
- جلوگیری از تشکیل لبه انباشته (Built-up Edge)
- افزایش عمر ابزار
در این فرآیند تمرکز اصلی بر خاصیت روانکنندگی و کاهش سایش است.
1-5. نورد (Rolling)
در فرآیند نورد، فلز گرم یا سرد از بین دو یا چند غلتک (Roll) عبور داده میشود تا ضخامت آن کاهش یافته یا به مقطع مورد نظر برسد. در این فرآیند، تماس مستقیم و پیوسته بین فلز و سطح غلتکها برقرار است و تنشهای فشاری و برشی قابلتوجهی ایجاد میشود. فرآیند نورد به دو دسته اصلی تقسیم میشود:
الف) نورد گرم (Hot Rolling)
در نورد گرم، فلز بالاتر از دمای تبلور مجدد حرارت داده میشود و سپس تحت فشار از میان غلتکها عبور میکند. این روش در تولید ورقهای فولادی، تیرآهن، میلگرد و مقاطع سنگین کاربرد گسترده دارد.

ویژگیهای فرآیند نورد گرم:
- دمای بالا (در فولاد معمولاً 900 تا 1200 درجه سانتیگراد)
- فشار بسیار بالا در ناحیه تماس
- تشکیل پوسته اکسیدی
- تماس پیوسته و طولانی بین فلز و غلتک
- شوکهای حرارتی متوالی به غلتک
چالشهای اصلی نورد گرم:
- سایش حرارتی غلتک
- اکسیداسیون سطح
- چسبندگی موضعی فلز به غلتک (Pick-up)
- ترکهای حرارتی در سطح غلتک
- افزایش دمای موضعی در خط نورد
ویژگیهای دایکوت مناسب در نورد گرم:
دایکوت در نورد گرم باید:
- مقاومت حرارتی بسیار بالا داشته باشد
- در برابر شوک حرارتی پایدار بماند
- مقاومت سایشی بالا ارائه دهد
- از چسبندگی فلز به غلتک جلوگیری کند
- انتقال حرارت را بهصورت کنترلشده مدیریت کند
در نورد گرم فولاد، تمرکز اصلی انتخاب دایکوت بر مقاومت سایشی و پایداری حرارتی طولانیمدت است.
ب) نورد سرد (Cold Rolling)
در نورد سرد، فلز در دمای محیط یا نزدیک به آن تغییر شکل میدهد. این فرآیند معمولاً برای تولید ورقهای دقیق، ورقهای خودرو، ورقهای آلومینیومی و محصولات با کیفیت سطح بالا استفاده میشود.

ویژگیهای فرآیند نورد سرد:
- دمای پایین
- فشار مکانیکی بسیار بالا
- تماس سطحی دقیق و کنترلشده
- حساسیت بسیار بالا به کیفیت سطح
چالشهای اصلی نورد سرد
- سایش چسبنده (Adhesive Wear)
- ایجاد خراش یا خطوط سطحی
- افزایش نیروی نورد
- کاهش کیفیت سطح نهایی
ویژگیهای دایکوت مناسب در نورد سرد:
دایکوت مناسب باید:
- ضریب اصطکاک را کاهش دهد
- از خراش سطحی جلوگیری کند
- در برابر فشار بالا پایدار باشد
- چسبندگی مناسبی به سطح غلتک داشته باشد
- کیفیت سطح ورق نهایی را حفظ کند
در نورد سرد، تمرکز اصلی بر کاهش اصطکاک و حفظ کیفیت سطح است، نه مقاومت حرارتی.
1-6. شمشریزی (Ingot Casting)
در شمشریزی، قالب برای مدت طولانی با فلز مذاب در تماس است.
- زمان تماس طولانی
- بار حرارتی مداوم
- احتمال چسبندگی بالا
ویژگیهای دایکوت مناسب فرآیند شمش ریزی:
- مقاومت حرارتی بسیار بالا
- پایداری شیمیایی
- جلوگیری از چسبندگی شمش
- مقاومت در برابر اکسیداسیون
پیشنهاد دایکوت مناسب: در این فرآیند معمولاً از دایکوتهای سرامیکی با مقاومت حرارتی بالا استفاده میشود.
جمعبندی تخصصی انتخاب دایکوت بر اساس فرآیند
-
نوع فلز
یکی از مهمترین معیارهای انتخاب دایکوت، نوع فلز یا آلیاژ مورد استفاده در فرآیند تولید است. هر فلز دارای ویژگیهای متالورژیکی خاصی مانند دمای ذوب، تمایل به چسبندگی، واکنشپذیری شیمیایی، هدایت حرارتی و رفتار در برابر فشار است. این ویژگیها مستقیماً بر عملکرد قالب و نوع دایکوت مورد نیاز تأثیر میگذارند و در صورت عدم انتخاب صحیح دایکوت متناسب با فلز، مشکلاتی مانند چسبندگی (Soldering)، ترکخوردگی حرارتی، سایش شدید قالب، افت کیفیت سطح و افزایش توقف خط تولید رخ خواهد داد.
در ادامه، انتخاب دایکوت مناسب برای فلزات پرکاربرد صنعتی بهصورت تخصصی بررسی میشود.
2-1. دایکوت مناسب آلومینیوم
آلومینیوم یکی از پرمصرفترین فلزات در صنایع است، اما ویژگیهایی دارد که انتخاب دایکوت را حساس میکند.
2-1-1. ویژگیهای متالورژیکی آلومینیوم در فرآیندهای صنعتی
- تمایل بالای چسبندگی به فولاد قالب
- هدایت حرارتی بالا (انتقال سریع حرارت)
- نقطه ذوب نسبتاً پایین
- انجماد سریع
- حساسیت به کیفیت سطح
آلومینیوم در فرآیندهای دایکست و ریختهگری بیشترین کاربرد را دارد، اما یکی از چالشهای اصلی آن، چسبندگی به سطح قالب و ایجاد لایههای فلزی چسبیده (Build-up) است.
2-1-2. راهنمای انتخاب دایکوت برای آلومینیوم
برای آلومینیوم معمولاً از دایکوتهایی با ویژگیهای زیر استفاده میشود:
- خاصیت ضدچسبندگی قوی
- کنترلکننده انتقال حرارت
- ایجاد سطح یکنواخت روی قالب
- فرمولاسیونهای حاوی مواد جداکننده (Release Agents)
در دایکست فشار بالا آلومینیوم، دایکوت باید علاوه بر خاصیت ضدچسبندگی، مقاومت بالا در برابر شوک حرارتی داشته باشد.
2-1-3. انواع دایکوت پیشنهادی
- دایکوت پایه آبی (رایجترین انتخاب)
- پوششهای سرامیکی سبک مقاوم به شوک حرارتی
- دایکوتهای مخصوص آلومینیوم دایکست
2-2. دایکوت مناسب برای برنج (Brass Die Coat)
2-2-1. ویژگیهای برنج در فرآیندهای صنعتی
برنج به دلیل وجود مس:
- دمای ذوب بالاتری نسبت به آلومینیوم دارد (دمای بالاتر برنج، بار حرارتی بیشتری به قالب وارد میکند.)
- خورندگی بیشتری ایجاد میکند
- تنش حرارتی بالاتری به قالب وارد میکند
- امکان اکسیداسیون برنج در دمای بالا وجود دارد
2-2-2. راهنمای انتخاب دایکوت برای برنج
- مقاومت حرارتی بالا
- پایداری شیمیایی در برابر آلیاژهای مس
- چسبندگی مناسب به قالب
2-2-3. دایکوت پیشنهادی برای برنج
- دایکوت سرامیکی مقاوم به دمای بالا
- دایکوت گرافیتی در فرآیند فورج (در فورج برنج، خاصیت روانکنندگی دایکوت نقش کلیدی در کاهش اصطکاک و جلوگیری از سایش قالب دارد.)
- پوشش مقاوم به اکسیداسیون
2-3. دایکوت مناسب زاماک (Zamak Die Coat)
2-3-1. ویژگیهای زاماک (آلیاژ پایه روی) در فرآیندهای صنعتی
- نقطه ذوب پایین
- حساسیت بالا به کیفیت سطح قالب
- کاربرد گسترده در دایکست قطعات دقیق و ظریف
2-3-2. راهنمای انتخاب دایکوت برای زاماک
ضخامت کنترلشده (پوششهای بیشازحد ضخیم میتوانند باعث کاهش دقت ابعادی قطعه شوند؛ بنابراین یکنواختی لایه دایکوت در این آلیاژ بسیار مهم است.)
- سطح بسیار یکنواخت
- عدم ایجاد عیب سطحی
- پایداری حرارتی متوسط
زاماک بیشتر در دایکست فشار بالا مورد استفاده قرار میگیرد و به دلیل کاربرد در قطعات تزئینی و دقیق، کیفیت سطح در آن اهمیت بالایی دارد.
2-3-3. دایکوت پیشنهادی برای زاماک
- دایکوت پایه آبی رقیق و یکنواخت
2-4. دایکوت مناسب فولاد (Steel Die Coat)
2-4-1. ویژگیهای فولاد در فرآیندهای صنعتی
فولاد یکی از سختترین و پرچالشترین فلزات از نظر شرایط کاری قالب است. مهمترین ویژگیهای فولاد در فرآیند تولید عبارتاند از:
- دمای کاری بسیار بالا (بهویژه در فورج)
- فشار مکانیکی شدید
- تمایل به سایش شدید قالب
- خطر جوش سرد (Adhesive Wear)
فولاد سختترین شرایط کاری را برای قالب ایجاد میکند و انتخاب دایکوت در این حالت کاملاً تخصصی است. به همین دلیل، انتخاب دایکوت برای فولاد نیازمند دقت مهندسی بالاست.
2-4-2. راهنمای انتخاب دایکوت برای فولاد
- مقاومت حرارتی بسیار بالا داشته باشد
- در برابر فشار شدید تخریب نشود
- خاصیت روانکنندگی مؤثر ایجاد کند
- چسبندگی بالایی به قالب فولادی داشته باشد
2-4-3. دایکوت پیشنهادی برای فولاد
- دایکوت گرافیتی سنگین برای فورج فولاد
- دایکوت سرامیکی مقاوم به شوک حرارتی برای ریختهگری فولاد
- پوشش با مقاومت سایشی بالا
در فورج فولاد، کاهش اصطکاک و تحمل فشار بالا اولویت اصلی است، در حالی که در ریختهگری فولاد، مقاومت حرارتی و پایداری شیمیایی اهمیت بیشتری دارد.
2-5. دایکوت مناسب برای چدن (Cast Iron Die Coat)
2-5-1. ویژگیهای چدن در فرآیندهای صنعتی
- دمای ذوب بالا
- حساسیت به شوک حرارتی
- امکان ترکخوردگی قالب
- سایش نسبتاً بالا
2-5-2. راهنمای انتخاب دایکوت برای چدن
دایکوت مناسب چدن باید:
- شوک حرارتی را جذب کند
- از چسبندگی چدن به قالب جلوگیری کند
- سطح قالب را در برابر سایش محافظت کند
2-5-3. دایکوت پیشنهادی برای چدن
- دایکوت سرامیکی با قابلیت جذب شوک حرارتی
- مقاومت بالا در برابر اکسیداسیون
- پایداری حرارتی طولانیمدت
در شمشریزی چدن، مقاومت حرارتی بسیار بالا مهمترین ویژگی دایکوت محسوب میشود.
2-6. دایکوت مناسب منیزیم (Magnesium Die Coat)
2-6-1. ویژگیهای منیزیم در فرآیندهای صنعتی
- دمای ذوب پایین
- واکنشپذیری بالا (واکنشپذیری بالای منیزیم باعث میشود که انتخاب دایکوت از نظر پایداری شیمیایی اهمیت ویژهای داشته باشد.)
- حساسیت شدید به کیفیت سطح قالب
- استفاده گسترده در دایکست قطعات سبک
- فلزی سبک و بسیار واکنشپذیر
- حساس به اکسیداسیون
- اشتعالپذیری در شرایط خاص
2-6-2. راهنمای انتخاب دایکوت برای منیزیم
- پایداری شیمیایی بالا
- مقاومت در برابر واکنش با فلز مذاب
- خاصیت ضدچسبندگی مناسب
- حفظ کیفیت سطح قطعه
2-6-3. دایکوت پیشنهادی برای منیزیم
- دایکوت پایه آب تخصصی
در دایکست منیزیم، کنترل واکنش بین مذاب و قالب برای جلوگیری از عیوب سطحی ضروری است.
جمعبندی انتخاب دایکوت بر اساس نوع فلز
| چالش اصلی | نوع دایکوت پیشنهادی | نوع فلز |
| چسبندگی بالا | پایه آبی یا سرامیکی سبک | آلومینیوم |
| حساسیت به کیفیت سطح | پایه آبی رقیق و یکنواخت | زاماک |
| دمای بالا | سرامیکی یا گرافیتی مقاوم | برنج |
| فشار و دمای بسیار بالا | گرافیتی سنگین (فورج) / سرامیکی (ریختهگری) | فولاد |
| شوک حرارتی | سرامیکی مقاوم به شوک | چدن |
| واکنشپذیری بالا | پایه آبی تخصصی با پایداری شیمیایی بالا | منیزیم |
3- دما (Operating Temperature)
هر دایکوت دارای محدوده پایداری حرارتی مشخصی است. اگر دمای فرآیند از حد تحمل پوشش فراتر رود، ساختار آن تخریب شده و عملکرد حفاظتی خود را از دست میدهد.
در فرآیندهای فلزی، دما میتواند از چند صد تا بیش از هزار درجه سانتیگراد متغیر باشد. بنابراین انتخاب دایکوت باید بر اساس حداکثر دمای عملیاتی قالب انجام شود و نه صرفاً بر اساس دمای مذاب.
اثرات دمای بالا بر دایکوت
- تخریب ساختار شیمیایی پوشش
- پوستهپوسته شدن (Flaking)
- کاهش خاصیت ضدچسبندگی
- افزایش احتمال ترکهای حرارتی
راهنمای انتخاب دایکوت بر اساس سطح دمایی
- دمای متوسط (آلومینیوم، زاماک): دایکوتهای پایه آبی یا سرامیکی سبک
- دمای بالا (برنج، چدن): دایکوتهای سرامیکی مقاوم به حرارت
- دمای بسیار بالا (فولاد): پوششهای گرافیتی سنگین یا سرامیکی با مقاومت حرارتی بالا
در فرآیندهایی مانند دایکست فشار بالا، علاوه بر دمای بالا، شوک حرارتی نیز باید در نظر گرفته شود؛ بنابراین مقاومت به سیکلهای حرارتی سریع نیز اهمیت دارد.
4- فشار و تنش مکانیکی (Mechanical Pressure & Stress)
در فرآیندهایی مانند فورج، اکستروژن و دایکست فشار بالا، قالب تحت تنشهای فشاری و برشی شدیدی قرار دارد. در این شرایط، اگر چسبندگی دایکوت به سطح قالب کافی نباشد، پوشش جدا شده و عملکرد خود را از دست میدهد.
چالشهای ناشی از فشار بالا
- جداشدگی پوشش از سطح قالب
- سایش مکانیکی سریع
- افزایش اصطکاک
- آسیب به سطح قالب
ویژگیهای دایکوت مناسب برای فشار بالا
- چسبندگی بالا به بستر فلزی
- استحکام مکانیکی مناسب
- مقاومت سایشی بالا
- حفظ خاصیت روانکنندگی تحت تنش
بهعنوان مثال:
- در فورج فولاد، دایکوت گرافیتی سنگین با چسبندگی بالا توصیه میشود.
- در دایکست فشار بالا آلومینیوم، پوشش باید هم مقاوم به شوک حرارتی و هم پایدار در برابر فشار تزریق باشد.
در فشارهای بالا، استحکام پیوند بین دایکوت و قالب اهمیت حیاتی دارد.
5- روش اعمال دایکوت (Application Method)
کارایی نهایی دایکوت تا حد زیادی به نحوه اعمال آن بستگی دارد. حتی بهترین فرمولاسیون در صورت اعمال نادرست، عملکرد مطلوبی نخواهد داشت. از این رو انتخاب روش اعمال دایکوت باید متناسب با نوع قالب، هندسه قطعه و شرایط خط تولید انجام شود و انتخاب دایکوت باید با توجه به تجهیزات خط تولید انجام شود؛ زیرا برخی پوششها برای اسپری طراحی شدهاند و در روش غوطهوری یا اعمال با فرچه عملکرد مطلوبی ندارند.
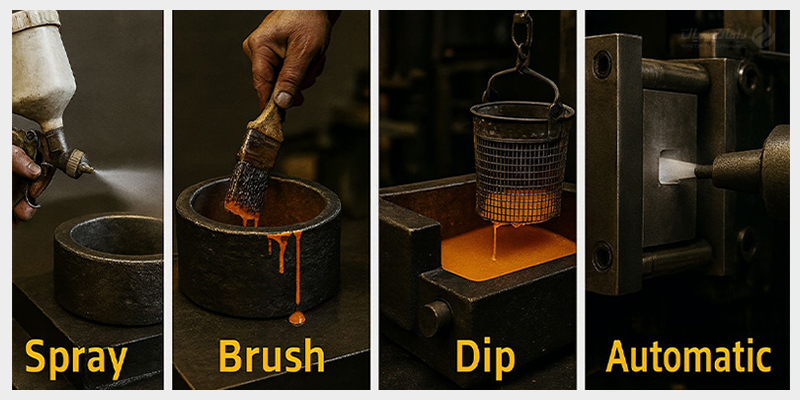
چهار روش اصلی اعمال دایکوت عبارتاند از:
5-1. اسپری
- مناسب برای خطوط تولید اتوماتیک
- توزیع یکنواخت پوشش
- کنترل دقیق ضخامت لایه
- سرعت اجرای بالا
- رایج در دایکست آلومینیوم و زاماک
دایکوت مورد استفاده در این روش باید ویسکوزیته مناسب و قابلیت پخش یکنواخت داشته باشد.
5-2. فرچه
- مناسب برای تعمیرات موضعی (مناسب برای اصلاح نقاط آسیبدیده)
- کاربرد در قالبهای بزرگ
- کنترل دستی ضخامت پوشش
- دقت بالا در نواحی خاص
در این روش، دایکوت باید چسبندگی بالا و قابلیت پوششدهی مناسب داشته باشد.
5-3. غوطهوری (Dip Coating)
- مناسب برای قطعات یا قالبهای کوچک
- مناسب برای قطعات با هندسه ساده
- ایجاد پوشش یکنواخت کامل
- کاربرد در برخی فرآیندهای ریختهگری سنتی
در این حالت، فرمولاسیون دایکوت باید از نظر غلظت و زمان خشک شدن کنترلشده باشد.
5-4. سیستمهای اتوماتیک
در خطوط تولید پیشرفته، سیستمهای رباتیک برای پاشش یکنواخت و تکرارپذیر استفاده میشوند که باعث کاهش خطای انسانی و افزایش کیفیت میشوند.
6- الزامات زیستمحیطی و ایمنی (Environmental Requirements)
در صنایع مدرن، رعایت استانداردهای زیستمحیطی و ایمنی شغلی به یک الزام قانونی تبدیل شده است. استفاده از دایکوتهای حاوی حلالهای آلی فرار (VOC) میتواند مشکلات زیستمحیطی و بهداشتی ایجاد کند.
مزایای دایکوتهای پایه آبی
- کاهش انتشار VOC
- ایمنی بیشتر برای اپراتورها
- سازگاری با استانداردهای زیستمحیطی
- کاهش خطر آتشسوزی
به همین دلیل، در بسیاری از صنایع پیشرفته، دایکوتهای پایه آبی جایگزین پوششهای پایه روغنی یا حلالی شدهاند.
رویکرد پایدار در انتخاب دایکوت
- انتخاب پوششهای کمخطر و غیرسمی
- کاهش مصرف مواد
- افزایش عمر قالب و کاهش ضایعات
- سازگاری با مقررات زیستمحیطی بینالمللی
اشتباهات رایج در استفاده از دایکوت
- انتخاب دایکوت بدون توجه به نوع فلز یا فرآیند
- اعمال پوشش با ضخامت بیش از حد
- آمادهسازی ناقص سطح قالب
- عدم خشک شدن کامل پیش از شروع فرآیند
- استفاده از دایکوت خارج از محدوده دمایی توصیهشده
پرهیز از این اشتباهات، عملکرد پایدار و اقتصادی فرآیند را تضمین میکند.
مشکلات رایج در استفاده از دایکوت + راهحل تخصصی
انتخاب نادرست دایکوت یا اجرای غیراصولی آن میتواند منجر به بروز مشکلات عملکردی متععدی شود. در ادامه، مهمترین مشکلات رایج در استفاده از دایکوت به همراه دلایل و راهحلهای تخصصی بررسی شده است:
1- پوستهشدن پوشش دایکوت (Flaking)
علت:
- آمادهسازی نامناسب سطح قالب
- چسبندگی ضعیف پوشش
- آلودگی سطح قبل از اعمال
کیفیت عملکرد دایکوت بیش از آنکه به فرمولاسیون آن وابسته باشد، به آمادهسازی صحیح سطح قالب و کنترل دقیق فرآیند اعمال بستگی دارد.
راهحل: آمادهسازی اصولی سطح قالب قبل از اعمال دایکوت
آمادهسازی صحیح سطح، پایهایترین گام برای دستیابی به عملکرد پایدار دایکوت است. آمادهسازی نامناسب سطح میتواند منجر به موارد زیر شود:
- پوستهشدن پوشش (Flaking)
- جداشدگی موضعی (Delamination)
- ایجاد نقاط داغ (Hot Spots)
- کاهش عمر قالب
- افت کیفیت سطح قطعه
مراحل استاندارد آمادهسازی سطح قالب
- چربیزدایی (Degreasing)
حذف کامل روغنها و روانکارها و آلودگیهای باقیمانده از سیکلهای قبلی تولید با استفاده از حلالهای مناسب یا شویندههای صنعتی.
- تمیزکاری مکانیکی
در صورت وجود رسوبات یا بقایای فلزی یا آلودگیهای سخت، از روشهایی مانند برسکاری، سندبلاست سبک یا ابزارهای مکانیکی ظریف استفاده میشود.
- حذف اکسید
در قالبهایی که در دمای بالا فعالیت دارند، تشکیل لایه اکسیدی اجتناب ناپذیر است. این لایه باید قبل از اعمال دایکوت به طور کامل حذف شود تا چسبندگی بهینه حاصل گردد.
- خشککردن کامل سطح
هرگونه رطوبت باقیمانده میتواند باعث ایجاد حباب، بخارشدگی ناگهانی یا ترک در لایه دایکوت شود. بنابراین سطح باید کاملاً خشک و در دمای عملیاتی مناسب قرار داشته باشد.
2- سوختن دایکوت
علت:
- استفاده خارج از محدوده دمایی مجاز
- پیشگرمکردن بیش از حد قالب
- شوک حرارتی ناگهانی
- انتخاب دایکوت نامناسب برای آلیاژ مورد استفاده
سوختن دایکوت معمولاً با تغییر رنگ پوشش، کاهش خاصیت ضدچسبندگی و ایجاد لکههای تیره روی قالب یا قطعه همراه است.
راهحل: کنترل دقیق دما و انتخاب صحیح محصول
برای جلوگیری از سوختن دایکوت، اقدامات زیر توصیه میشود:
-
رعایت محدوده دمایی توصیهشده توسط سازنده
هر نوع دایکوت دارای بازه عملکرد حرارتی مشخص است. استفاده خارج از این محدوده منجر به تخریب ساختار پوشش میشود.
-
کنترل دمای قالب قبل از اعمال
دمای قالب باید با دستورالعمل فنی محصول مطابقت داشته باشد. استفاده از ترمومترهای صنعتی یا سنسورهای دمایی در خطوط پیشرفته توصیه میشود.
-
جلوگیری از شوک حرارتی
اعمال دایکوت روی قالبی که بیش از حد داغ است یا تغییر ناگهانی دما در سیکل تولید، احتمال سوختگی پوشش را افزایش میدهد.
-
انتخاب دایکوت متناسب با نوع آلیاژ و فرآیند
آلیاژهای مختلف (مانند آلومینیوم یا روی) شرایط حرارتی متفاوتی دارند. انتخاب پوشش سازگار با شرایط فرآیند، عمر آن را بهطور قابلتوجهی افزایش میدهد.
3- ایجاد لکه روی قطعه
علت:
- ضخامت غیر یکنواخت پوشش
- خشک نشدن کامل دایکوت
- اعمال چندلایه بدون زمان تبخیر مناسب
ضخامت لایه دایکوت مستقیماً بر انتقال حرارت، کیفیت قطعه و عمر قالب تأثیر میگذارد.
ضخامت لایه دایکوت مستقیماً بر انتقال حرارت، کیفیت قطعه و عمر قالب تأثیر میگذارد.
اگر ضخامت بیش از حد باشد:
- کاهش انتقال حرارت
- افزایش زمان انجماد
- احتمال ایجاد عیوب سطحی
- ترک یا پوستهشدن پوشش
اگر ضخامت کمتر از حد استاندارد باشد:
- محافظت ناکافی
- افزایش چسبندگی فلز
- سایش سریع قالب
راهحل: کنترل دقیق ضخامت پوشش
- رعایت دستورالعمل سازنده در خصوص نسبت انحلال و روش اعمال
- استفاده از سیستمهای پاشش کالیبرهشده
- اعمال لایه یکنواخت با فشار و فاصله استاندارد
- اندازهگیری ضخامت با ابزارهای کنترلی در خطوط پیشرفته
بنابراین، کنترل ضخامت باید بر اساس دستورالعمل سازنده و شرایط فرآیند انجام شود. در خطوط پیشرفته، اندازهگیری ضخامت با ابزارهای کنترلی توصیه میشود.
4- کاهش خاصیت ضدچسبندگی
علت:
- تخریب حرارتی تدریجی
- عدم تمدید بهموقع پوشش
- فرسایش مکانیکی در سیکلهای تولید
دایکوت یک پوشش مصرفی است و در اثر سیکلهای حرارتی و تنشهای مکانیکی بهمرور تخریب میشود.
4-1. زمانبندی تمدید دایکوت
دایکوت یک پوشش مصرفی است و در اثر سیکلهای حرارتی و تنشهای مکانیکی بهمرور تخریب میشود. بنابراین تمدید دورهای آن ضروری است.
نشانههای نیاز به تمدید دایکوت:
- افزایش چسبندگی فلز به قالب
- افت کیفیت سطح قطعه
- مشاهده تغییر رنگ یا سوختگی پوشش
- افزایش زمان جدایش قطعه
راهحل: تدوین برنامه نگهداری پیشگیرانه (PM)
- بازبینی دورهای وضعیت پوشش
- ثبت سیکلهای کاری قالب
- تمدید پوشش پیش از تخریب کامل
- آموزش اپراتورها برای تشخیص علائم اولیه فرسایش
برنامهریزی منظم برای بازبینی و تمدید دایکوت، از توقف ناگهانی خط تولید، افزایش ضایعات و کاهش بهرهوری جلوگیری میکند.
جمع بندی
قالبها در فرآیندهایی مانند دایکست، فورج، اکستروژن و ریختهگری تحت تأثیر دماهای بالا، فشارهای مکانیکی، شوکهای حرارتی و سایش مداوم قرار میگیرند. این شرایط میتواند به بروز مشکلاتی مانند چسبندگی فلز به قالب، ایجاد ترکهای حرارتی، خوردگی و در نهایت کاهش عمر مفید قالب منجر شود. در چنین شرایطی، استفاده از پوششهای مهندسیشده مانند دایکوت بهعنوان یک راهکار فنی مؤثر مطرح میشود. دایکوت با ایجاد یک لایه محافظ میان فلز داغ و سطح قالب، از تماس مستقیم آنها جلوگیری میکند. این لایه علاوه بر کاهش اصطکاک، انتقال حرارت را کنترل کرده و به انجماد یکنواختتر فلز کمک میکند. در نتیجه، کیفیت سطح قطعه بهبود یافته، میزان عیوب کاهش مییابد و عمر قالب افزایش پیدا میکند. همچنین، کاهش توقفهای تولید و هزینههای تعمیر از دیگر پیامدهای مثبت استفاده از این پوشش است.
از جمله مزایای کاربرد دایکوت میتوان به کاهش تخلخل، بهبود تکرارپذیری ابعادی، کاهش نیاز به عملیات تکمیلی و تسهیل جداسازی قطعه از قالب اشاره کرد. این مزایا در مجموع باعث افزایش بهرهوری و کاهش هزینههای تولید میشوند.
ترکیب دایکوت معمولاً شامل موادی مانند گرافیت برای کاهش اصطکاک، ترکیبات سرامیکی برای افزایش مقاومت حرارتی و سایشی، و رزینها و افزودنیهای شیمیایی برای بهبود پایداری حرارتی و جلوگیری از اکسیداسیون است. در صنایع امروزی، فرمولاسیونهای پایه آبی به دلیل ملاحظات زیستمحیطی و ایمنی، کاربرد گستردهتری یافتهاند.
انتخاب نوع مناسب دایکوت به عوامل متععدی از جمله نوع فرآیند تولید، جنس فلز، محدوده دما و فشار و روش اعمال پوشش بستگی دارد. علاوه بر این، آمادهسازی صحیح سطح قالب و کنترل ضخامت پوشش از عوامل کلیدی در دستیابی به عملکرد مطلوب محسوب میشوند.
در مجموع، انتخاب و مدیریت صحیح دایکوت یک تصمیم فنی و راهبردی است که میتواند به تولید پایدارتر، اقتصادیتر و با کیفیت بالاتر منجر شود و مزیت رقابتی قابل توجهی برای واحدهای صنعتی ایجاد کند.



نظری برای این وجود ندارد.